



- Категория:
- VeloZOOM |
- Дата:
- 18-03-2010, 23:15
Карбоновая рама – процесс изготовления шаг за шагом
Карбоновые рамы являются лёгкими и прочными, гасят вибрацию, не подвержены коррозии, поэтому на сегодняшний день именно они используются в профессиональном велоспорте.
Принципы изготовления карбоновой и металлической рамы различаются, поскольку волокнистая структура карбона существенно отличается от металла.
Грамотно спроектированная рама из карбона может быть максимально прочной и выдерживать очень большие нагрузки. В последнее время технология производства деталей из карбона существенно улучшилась, сейчас из него делают не только рамы, но и вилки, выносы, рули, подседельные штыри, шатуны, даже звёздочки.
В чём ещё преимущества карбона - по сравнению с титаном он даёт большую жёсткость рамы, на нём легче ехать в гору и по пересечённой местности, карбон также гасит высокочастотные вибрации.
Что же такое карбон или по-другому, углепластик?
Каждая карбоновая нить представляет собой тонкую трубку диаметром 5-8 микрон и состоит почти полностью из углерода.
 и человеческий волос")
карбоновая нить (более тёмного цвета) по сравнению с человеческим волосом
Каждая карбоновая нить представляет собой тонкую трубку диаметром 5-8 микрон и состоит почти полностью из углерода.
карбоновая нить (более тёмного цвета) по сравнению с человеческим волосом
Такие нити сломать очень просто, а вот порвать достаточно трудно, из них сплетаются ткани. Нити углерода обычно получают путём термической обработки химических или природных органических волокон, при которой в материале волокна остаются главным образом атомы углерода.
Для придания еще большей прочности данные ткани из нитей углерода кладут слоями, каждый раз меняя угол направления плетения. Слои скрепляются с помощью эпоксидных смол.
Для придания еще большей прочности данные ткани из нитей углерода кладут слоями, каждый раз меняя угол направления плетения. Слои скрепляются с помощью эпоксидных смол.

Изготовление велосипедных рам с карбоновыми волокнами требует на удивление много рабочих рук – ведь процесс производства от начала и до конца полностью не автоматизирован. Вот почему такие рамы остаются довольно дорогим удовольствием.
Проследим процесс изготовления карбоновой рамы (фабрика Giant)
1. В изначальной форме материал для карбоновых рам (и любых других деталей) выглядит, как катушка толстых ниток. Перед вами бобина волокна Toray's T700S, на сегодняшний день – основной материал для производства деталей велосипеда.

2. Среди компаний, производящих велосипеды, лишь Giant и Time используют необработанные карбоновые нити (другие компании покупают заготовки – листы углеволокна, пропитанные смолой). На фото вы видите 96 бобин с карбоновыми нитями, которые пропущены через станок, где они распрямляются и покрываются смолой, чтобы превратиться в листы заготовок.

3. Лист заготовки шириной в 3 фута (91.44 см) затем разрезается на части, необходимые для изготовления рамы, но не только в соответствии с точными размерами, а также в зависимости от направления карбоновых волокон. На заводе Giant вырезанные (или согнутые) части раскладываются по коробкам, и уже из них рабочие подбирают куски нужных размеров для сборки.

4. Каждая часть рамы собирается из целого комплекта карбоновых заготовок. На данном этапе контроль качества имеет первостепенное значение. В Giant есть специальные столы для сортировки деталей с «гнёздами» различных размеров, по которым распределяются «выкройки» для деталей (на фото- той части рамы, к которой в последующем будет крепиться каретка).

5. Рабочие раскладывают заготовки на столе в определённом порядке, ориентируясь по образцу, имеющему форму законченной части рамы. Композитный материал представляет собой пластины, сложенные и завёрнутые в бумагу. Рабочие снимают бумагу и раскладывают заготовки на подогретой пластине, затем прикладывают образец, который часто также нагревают, чтобы было легче работать с заготовкой.

6. Чёрный прямоугольник, на котором на дальнем плане вы видите разложенные заготовки – это и есть та самая подогретая пластина. В основном, в этой комнате, где шаблоны будут обворачиваться карбоновым композитом, работают женщины. У мужчин иногда не хватает терпения для такой кропотливой работы.

7. Трубки для рамы часто обворачиваются гораздо большим листом карбонового композита. Вот куда идёт основное количество карбонового материала, так как именно трубки являются идеальной деталью для того, чтобы усилить жёсткость, и здесь работа уже не такая сложная – ведь обернуть ровную трубку легче, чем деталь рамы, имеющую разветвления для каретки.

8. Когда все части рамы – нижняя, трубки и т.д. – обёрнуты, их укладывают в пластиковую форму. Через всю раму пропускают эластичный полиуретановый баллон, который затем надувают. Стальной сердечник вставляют в каретку и в переднюю трубку (втулку руля), чтобы зафиксировать раму в форме. Лишнее карбоновое волокно обрезается.

9. Подготовленную таким образом раму помещают в холодильник, где деталь дожидается своей очереди, прежде чем попадёт в печь.

10. Рама укладывается в форму для обжига. Этот процесс занимает много времени, так как все части формы раздвижные, их необходимо точно подогнать к раме и закрепить винтами. Когда рама прочно закреплена в нижней части стальной двухстворчатой формы, верхняя часть формы с помощью гидравлики опускается и замыкает форму. Затем всё это отправляется в печь.

11. После обжига рама таким же образом вынимается из формы. Заметьте, что трубки повторили в точности изгибы формы благодаря давлению, созданному внутренним уретановым баллоном. Перекрывавшие друг друга края карбоновых волокон скрепляются расплавленной смолой, излишки которой выдавливаются из матрицы. Форма раскрывается и рама вынимается.
12. Затем вручную зачищают напильником, обрезиненным молотком и рашпилем излишки смолы и карбонового волокна с рамы.

4. Каждая часть рамы собирается из целого комплекта карбоновых заготовок. На данном этапе контроль качества имеет первостепенное значение. В Giant есть специальные столы для сортировки деталей с «гнёздами» различных размеров, по которым распределяются «выкройки» для деталей (на фото- той части рамы, к которой в последующем будет крепиться каретка).
5. Рабочие раскладывают заготовки на столе в определённом порядке, ориентируясь по образцу, имеющему форму законченной части рамы. Композитный материал представляет собой пластины, сложенные и завёрнутые в бумагу. Рабочие снимают бумагу и раскладывают заготовки на подогретой пластине, затем прикладывают образец, который часто также нагревают, чтобы было легче работать с заготовкой.
6. Чёрный прямоугольник, на котором на дальнем плане вы видите разложенные заготовки – это и есть та самая подогретая пластина. В основном, в этой комнате, где шаблоны будут обворачиваться карбоновым композитом, работают женщины. У мужчин иногда не хватает терпения для такой кропотливой работы.
7. Трубки для рамы часто обворачиваются гораздо большим листом карбонового композита. Вот куда идёт основное количество карбонового материала, так как именно трубки являются идеальной деталью для того, чтобы усилить жёсткость, и здесь работа уже не такая сложная – ведь обернуть ровную трубку легче, чем деталь рамы, имеющую разветвления для каретки.
8. Когда все части рамы – нижняя, трубки и т.д. – обёрнуты, их укладывают в пластиковую форму. Через всю раму пропускают эластичный полиуретановый баллон, который затем надувают. Стальной сердечник вставляют в каретку и в переднюю трубку (втулку руля), чтобы зафиксировать раму в форме. Лишнее карбоновое волокно обрезается.
9. Подготовленную таким образом раму помещают в холодильник, где деталь дожидается своей очереди, прежде чем попадёт в печь.
10. Рама укладывается в форму для обжига. Этот процесс занимает много времени, так как все части формы раздвижные, их необходимо точно подогнать к раме и закрепить винтами. Когда рама прочно закреплена в нижней части стальной двухстворчатой формы, верхняя часть формы с помощью гидравлики опускается и замыкает форму. Затем всё это отправляется в печь.
11. После обжига рама таким же образом вынимается из формы. Заметьте, что трубки повторили в точности изгибы формы благодаря давлению, созданному внутренним уретановым баллоном. Перекрывавшие друг друга края карбоновых волокон скрепляются расплавленной смолой, излишки которой выдавливаются из матрицы. Форма раскрывается и рама вынимается.
12. Затем вручную зачищают напильником, обрезиненным молотком и рашпилем излишки смолы и карбонового волокна с рамы.
Из-за зачистки и полировки карбоновая пыль зависает в воздухе. Работа проводится в костюмах и масках , в то время как вентиляторы разгоняют пыль, направляя её к стенам, по которым каскадом струится вода. Вода помогает убрать частички карбона.
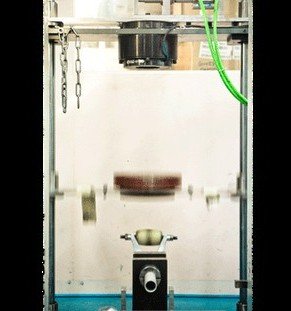
Последняя и важная фаза производства – тестирование. С определённой высоты техник бросает груз на готовую вилку велосипеда, чтобы измерить сопротивление удару. Тестирование качества позволяет выяснить, насколько готовая деталь соответствует компьютерной модели.
по материалам bicycling.com
- Комментариев
- (7)
- Просмотров
- (68 286)





